
Breton flute
Breton flute

Breton flute.

Here is a whistle, or rather a diatonic recorder of a style deliberately more
Breton than Irish.
It is intended for the repertoire of the bombard and differs from the Irish
flute by the presence of a subtonic hole, just like the key of the bombard.
The flute is also quite powerful and stable in the low register, which also
corresponds well to the range of the bombard.
It is in D major, unlike the Bb bombard, but in truth a Bb flute would be too
long
and the goal for a training instrument is rather to have a similar finger
spacing to that of the bombard.
The bore is tapered inverted, and the head is removable, allowing adjustment
of the tuning.
The flute is made of three woods, rosewood, boxwood and Macassar ebony for the
body.
It is also decorated with pewter inlaying.
Here is a small video presentation ..
For those who are curious about how to make a flute, here are some pictures
showing
the steps of manufacturing.
The first difficulty, especially for conical instruments, is drilling and
boring.
The piercing is done in a stepped way, starting with the smallest diameter
from one side to the next, then by successively bigger diameters on a shorter
length, so as to rough out the cone.
Unfortunately, I did not take pictures of this step. It is actually done in
advance, so as to leave
the time for the wood to stabilize and fully equilibrate with the moisture of
the surrounding air.
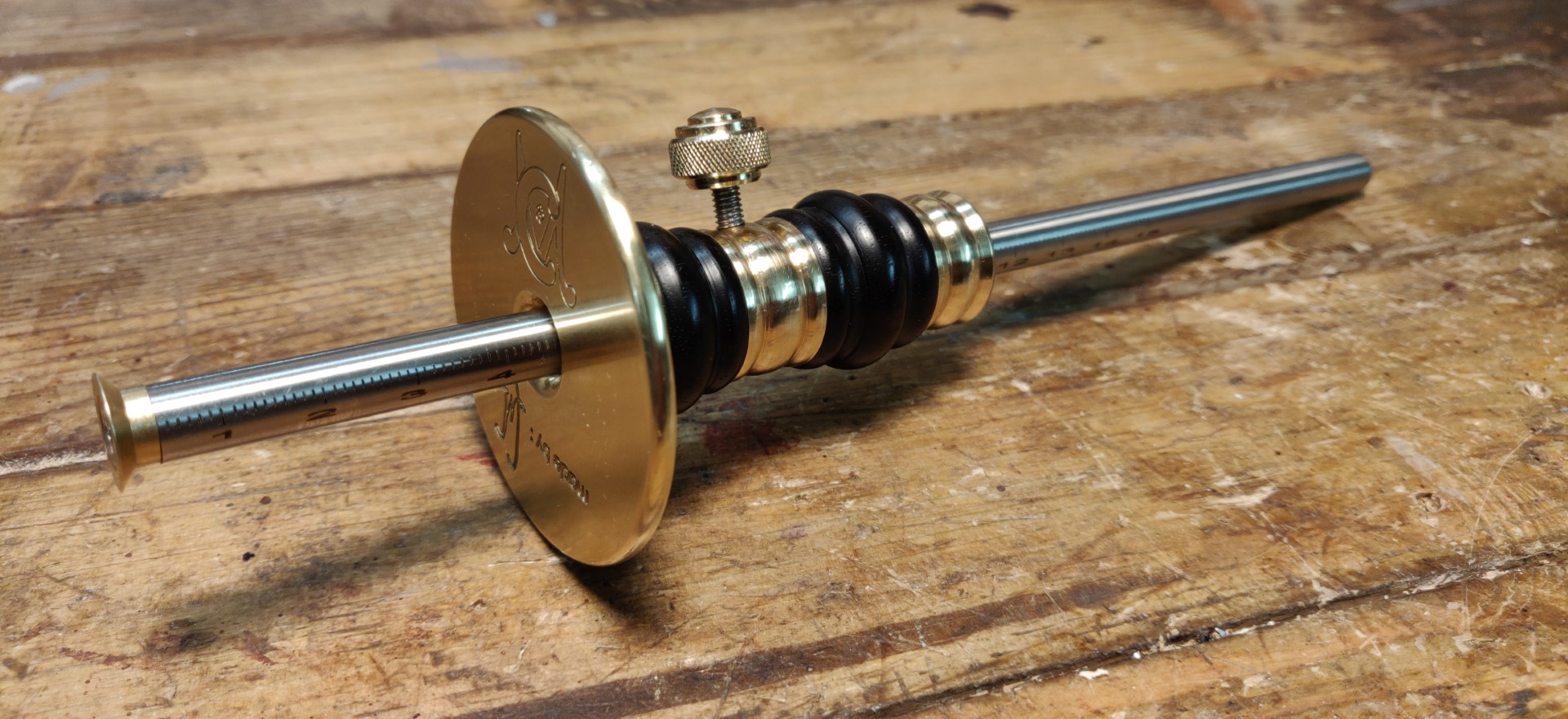
The first photos show the boring of this flute, ie the shaping of the inner
cone with a tool
called a reamer which has the exact shape of the bore and which allows to
obtain a perfect surface state.
The making of a conical reamer is in itself quite an adventure, and this is
explained in another article.















Older readers comments
Hello from simon